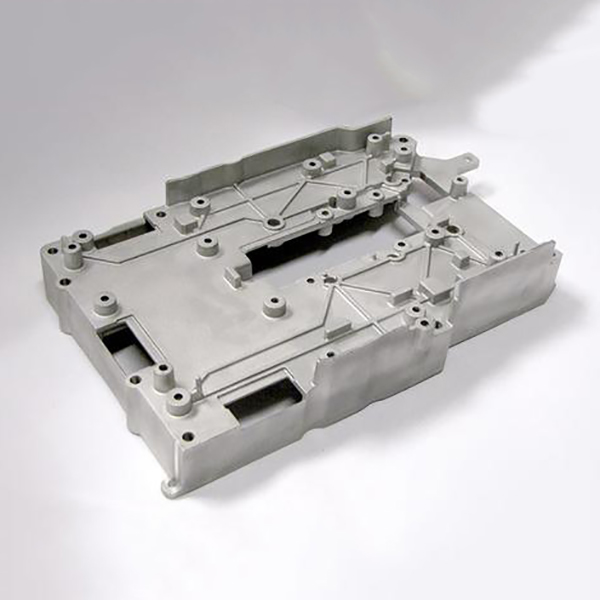
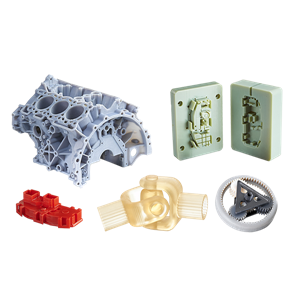
Parti OEM in pressofusione




- SHD Precision Tech
- Shenzhen
- 2 settimane
- dipende dal prodotto
Spessori delle pareti variabili
Tolleranze più strette
Meno passaggi dalla materia prima al pezzo finito
Tempi di ciclo di produzione rapidi
Riduzione dello scarto di materiale
Lunga durata dell'utensile, specialmente per zinco e magnesio
Parametro principale:
Tipologia di prodotto | Servizio di pressofusione | |||
Materiali | Lega di alluminio, lega di zinco, lega di magnesio, ottone ed ecc. | |||
Trattamento della superficie | Anodizzazione, spazzolatura, zincatura, incisione laser, serigrafia, lucidatura, verniciatura a polvere, ecc. | |||
Tolleranza | ± 0,01 mm, ispezione di qualità QC al 100% prima della consegna, fornire il modulo di ispezione di qualità; | |||
Attrezzatura di prova | CMM; Strumento microscopio; Braccio multi-snodo; Misuratore di altezza automatico; Misuratore di altezza manuale; Comparatore ; piattaforma di marmo; Misura della rugosità. | |||
Formati di file | STP/PASSO/AutoCAD (DXF, DWG), PDF, TIF ecc. | |||
Tipi di processi di pressofusione
I due processi di pressofusione utilizzati industrialmente sono la pressofusione a camera calda e la pressofusione a camera fredda. Ognuno ha le sue peculiarità ed è applicabile in diversi scenari. Di seguito sono riportati ciò che comportano i due tipi di processi.
Pressofusione a camera calda
Il processo di pressofusione a camera calda è il metodo perfetto per lavorare con materiali a basso punto di fusione come zinco, stagno, piombo e leghe di magnesio. Non è adatto per leghe con un punto di fusione più elevato in quanto danneggerebbe la pompa in quanto la pompa verrebbe a diretto contatto con il metallo. Si tratta di fondere il metallo e iniettarlo nello stampo utilizzando la pressione di un sistema idraulico.
Pressofusione a camera fredda
La pressofusione a camera fredda è il metodo perfetto per lavorare con materiali ad alto punto di fusione come l'alluminio. Questo processo è ideale per tali metalli poiché l'elevata temperatura necessaria per fondere il materiale può danneggiare il sistema di pompaggio.
Il processo prevede il mestolo del materiale fuso in una camera fredda prima dell'iniezione nello stampo. Il sistema idraulico utilizzato in un processo a camera fredda è simile a quello del processo a camera calda. Tuttavia, potrebbe richiedere una pressione maggiore compresa tra 2000 e 20000 psi.
Vantaggi della PRESSOFUSIONE
Le parti pressofuse sono robuste, realizzate in metallo solido
Le parti metalliche possono essere prodotte in dimensioni complesse
Uno stampo produce migliaia di calchi identici
Accuratezza matematica complessa
Finiture superficiali brillanti disponibili
Resistente al calore, agli agenti chimici e alla pressione
Processo di produzione efficiente e ripetibile
Il metodo più veloce per creare parti metalliche in volume